1 / 5

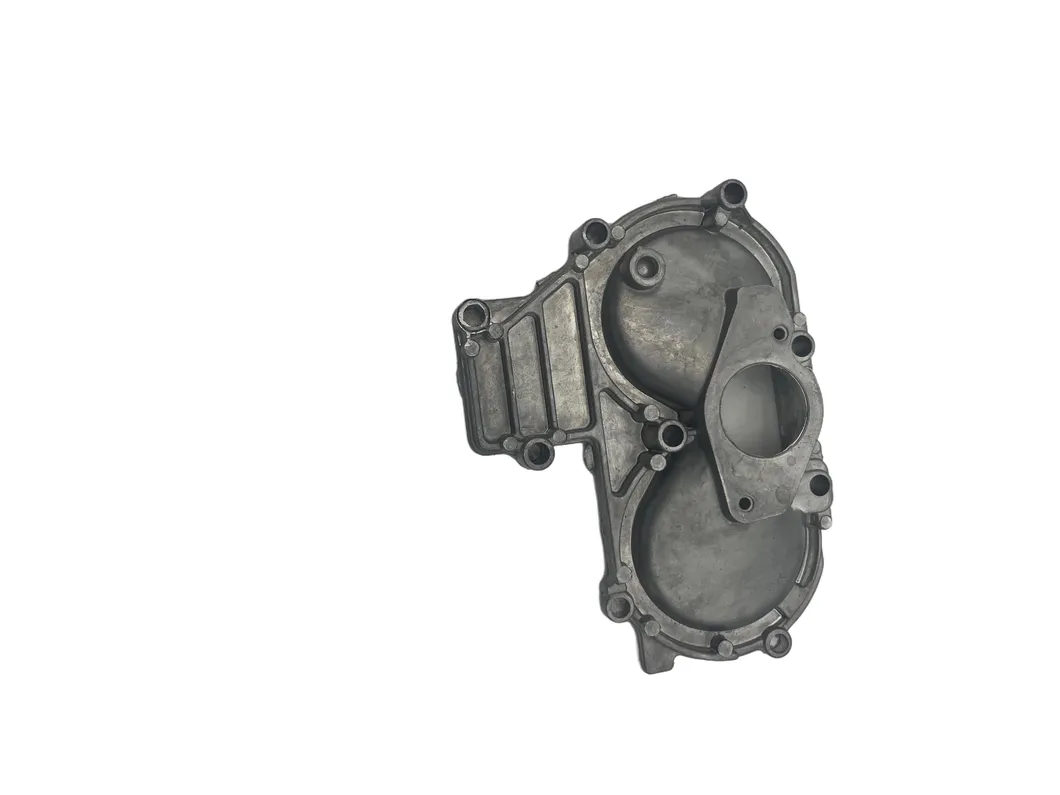
This is a metal casting part, made of aluminum alloy. It is a component of a mechanical device, possibly an engine or transmission housing part.
Function: It serves as a casing or cover, providing protection and structural support for internal components, also helping to contain fluids (like oil) and ensure proper operation of the machinery it belongs to by enclosing and safeguarding moving parts.
Common Aluminum Alloy Grades
| Alloy Grade | Primary Composition (%) | Key Properties | Typical Applications |
|---|---|---|---|
| ADC12 | Al-Si(10-12), Cu(1.5-3.5) | Excellent fluidity, good castability | Automotive parts, housings |
| A380 | Al-Si(7.5-9.5), Cu(3-4) | High strength, heat resistance | Engine components, structural parts |
| A360 | Al-Si(9-10), Mg(0.4-0.6) | Superior corrosion resistance | Marine equipment, outdoor components |
| AlSi9Cu3(Fe) | Al-Si(8-11), Cu(2-4) | High hardness, wear resistance | Gears, bearing housings |
Mechanical Properties
| Parameter | ADC12 | A380 | A360 |
|---|---|---|---|
| Tensile Strength (MPa) | 230-280 | 320-350 | 290-320 |
| Yield Strength (MPa) | 140-170 | 160-190 | 150-180 |
| Elongation (%) | 1-3 | 2-4 | 3-5 |
| Hardness (HB) | 70-90 | 80-100 | 75-95 |
Die Casting Machine Specifications
| Parameter | Range | Description |
|---|---|---|
| Injection Pressure | 50-150 MPa | High pressure mold filling |
| Melt Temperature | 660-720°C | Aluminum melting point ~660°C |
| Mold Temperature | 150-250°C | Affects surface finish |
| Cooling Time | 5-30 sec | Depends on wall thickness |
Dimensional Tolerances